
- Hogar
- Sobre nosotros
- Producto
- Proyectos
- Centro de noticias
- Equipos
- Contáctenos

Vistas:1
El tubo sin costura de acero inoxidable Es una tira larga de acero con una sección hueca y sin costuras alrededor.

En primer lugar, cuanto mayor sea el espesor de la pared del producto, más económico y práctico será. Cuanto más delgado sea el espesor de la pared, mayor será el costo de procesamiento. En segundo lugar, el proceso del producto determina su rendimiento limitado. El tubo de acero sin costura tiene baja precisión: espesor de pared desigual, bajo brillo dentro y fuera del tubo, alto costo de longitud fija y picaduras en el interior y el exterior, los puntos negros no son fáciles de eliminar; en tercer lugar, su detección y conformación deben procesarse fuera de línea para que esté a alta presión, los materiales estructurales mecánicos de alta resistencia reflejan su superioridad.
El método de laminación se divide en laminación en caliente, extrusión en caliente y estirado (laminación) en frío de tubos de acero inoxidable.
Según la estructura metalográfica del acero inoxidable, se divide en tubos de acero inoxidable semiferrítico semimartensítico, tubos de acero inoxidable martensítico, tubos de acero inoxidable austenítico, tubos de acero inoxidable de hierro austenítico-ferrítico.
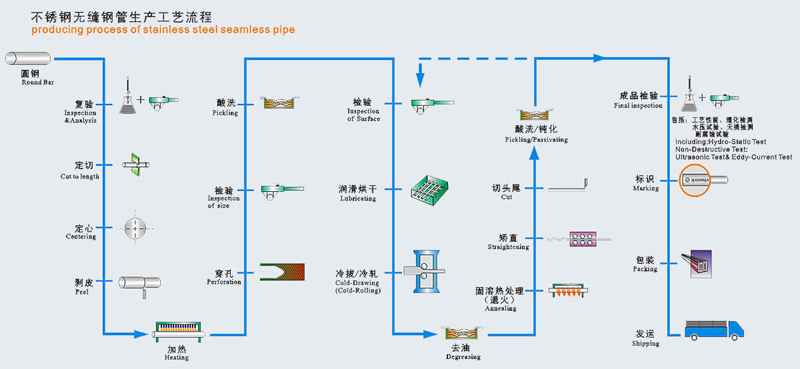
Producir flujo de proceso
tubo en bruto - inspección - decapado - inspección - calentamiento - perforación - decapado - rectificado - secado por lubricación - cabezal de soldadura - estirado en frío - tratamiento de solución - decapado - pasivación del decapado - inspección - laminado en frío - desengrasado - cabezal de corte - Secado al aire - Pulido interno - Pulido Externo - Inspección - Marcado - Embalaje Terminado
Laminación en caliente, estirado en frío, expansión en caliente.
Según los diferentes métodos de producción, se puede dividir en tubos laminados en caliente, tubos laminados en frío, tubos estirados en frío y tubos extruidos.
1. Los tubos sin costura laminados en caliente generalmente se producen en laminadores automáticos. El tubo en bruto sólido se inspecciona y se eliminan los defectos de la superficie, se corta en la longitud requerida, se centra en la cara del extremo del extremo perforado del tubo en bruto, luego se envía a un horno de calentamiento para calentarlo y se perfora en la máquina punzonadora. Al mismo tiempo, la perforación gira y avanza continuamente. Bajo la acción del rodillo y el cabezal, se forma gradualmente una cavidad dentro del tubo en bruto, que se llama tubo capilar. Se envía al laminador automático de tubos para su posterior laminado. Finalmente, toda la máquina tiene un espesor de pared uniforme y la máquina dimensionadora está dimensionando para cumplir con las especificaciones. La producción de tubos de acero sin costura laminados en caliente mediante laminadores continuos es un método más avanzado.
2. Si desea obtener un tubo sin costura de menor tamaño y mejor calidad, debe utilizar laminación en frío, trefilado en frío o una combinación de ambos. El laminado en frío generalmente se lleva a cabo en un laminador de dos rodillos en el que el tubo de acero se lamina en un orificio anular formado por una ranura circular de sección variable y una cabeza cónica estacionaria. El estirado en frío generalmente se realiza en una máquina de estirado en frío de cadena simple o doble de 0,5 a 100 T.
3. Extrusión El tubo en bruto que se va a calentar se coloca en un cilindro de extrusión cerrado y la varilla perforada se mueve junto con la varilla de extrusión para extruir la extrusión desde el orificio del molde más pequeño. Este método puede producir tubos de acero con diámetros más pequeños.
